UNE TRANCHE DE VIE A DURFORT
D’après la plaquette éditée en 1986 pour le musée du cuivre : L’ART DU CUIVRE A DURFORT 25 juillet – 14 septembre 1986
Cette exposition a été réalisée par le Groupe de Recherche Pluridisciplinaire "Synthèses", sous la direction scientifique d'Hélène BALFET, recherche au C.N.R. S.
Ont participé au travail de recherche, de préparation et de mise en place de l'exposition Ingrid CALMETTES, Marcel CHAPUIS Claude LOISEAU, Christel NOUVIALE, Vincent RABOURDIN
Le film-vidéo a été réalisé par Marie CHRISTIAN et Gérard FAURE avec les moyens techniques de "Média et vie sociale".
La couverture photographique a été assurée par Gérard FAURE. Les tirages et agrandissements par Bernard VILOTTE.
Les maquettes des dépliants, affiches, panneaux publicitaires et du catalogue ont été conçues et réalisées par "Synthèses".
Cette exposition réalisée à l'initiative de la Municipalité de Durfort et du groupe Synthèses a reçu le concours de :
- Mission du Patrimoine ethnologique du Ministère de la Culture
- Conseil régional Midi-Pyrénées
- Direction Régionale des Affaires Culturelles Midi-Pyrénées
- Conseil Général du Tarn - Municipalité de Durfort
- Artisans et commerçants de la commune de Durfort
- Groupe de recherche "Synthèses"
- Comité Départemental du Tourisme du Tarn
- Chambre de Commerce et d'Industrie de Castres
- Crédit Agricole
Nos remerciements vont à tous ceux qui, par leur obligeance, ont permis à cette exposition de voir le Jour :
Hélène BALFET, qui a guidé et enrichi de ses conseils le travail de recherche, Pierre VERGNES et Georges MAZARS, élus de la commune et du canton, qui ont soutenu le projet dès sa conception et l'ont défendu devant les instances départementales et régionales, Gisèle FAURE, qui a accordé une aide et une attention constantes à la réalisation de cette entreprise, Alain FAURE, Daniel FLEURY, M. DAYON, Jean Louis SAUVAGE, Bernard SEMENOU, Guy SEMENOU, dont l'investissement a permis la performance d'offrir à l'exposition un local rénové ; Ainsi que : M. Mme Michel ARGANS, M. Mme Raymond ARGANS,M. ALBOUY, M. ALRANC, M. Mme Donatien ARNAUD, Mme BLAQUIERE, M. Mme Jean Jacques BONNAFOUS, M. Mme R. BONNAFOUS, M. Thierry CANSANS, Mme DAYON, M. François CARRIZO, M. Mme COLLET, M. Alphonse CRAMAUSSEL et sa famille, M. Aristide CHAMPAGNE, M. Jean Michel CROS, M. Juan DA SILVA, Monique et Catherine DAYON, M. Mme Jean ESCANDE, M. Giordano FERRARI, Maître FISCHER, Mme Gisèle FLEURY, Mme GERMAIN, M. Mme Jean GIRARD, M. J. Louis GLEYZES, M. Mme GRANIER, M. Mme Roland GUILLEM, M. J. Claude JAURON, M. Mme Louis LAVAL, M. Mme LEMAIRE, M. José MARONESE, Mme Marie Louise MALIGNON, M. Mme Jean MALIGNON, M. OLLIVIER, Mme Annie PHALIP, M. PHISGMANN, M. Claude PLANTADE, Mme Claudine RABOURDIN, Mme Marinette SALVETAT, M. Yvon SAUVAGE, M. Roland SICCI, M. Jean Claude SOUYRI, M. Jean Paul THEVENOT, M. Alain TOURNIER, Mme Micheline VERGNES, M. Mme VIGUIER et M. CHABBERT, de la Société Européenne des bois à Bout du Pont de l'Arn, Frédérique ROYER.
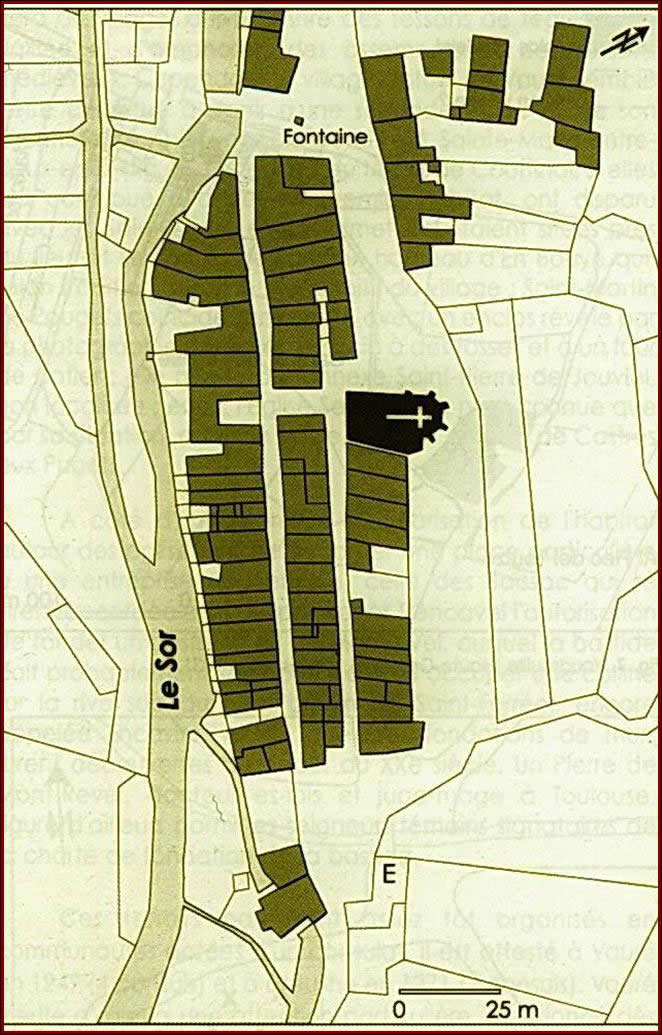
Durfort est une commune du Tarn, implantée dans les derniers contreforts nord-ouest de la Montagne Noire. Elle est proche de la ligne de partage des eaux entre Atlantique et Méditerranée, ainsi que du bassin de Saint - Ferréol où se rencontrent la Haute Garonne, le Tarn et l'Aude. Malgré la proximité relative de la Méditerranée, son climat est fortement marqué par les influences océaniques.
Son territoire réduit - 454 ha - se confond avec la vallée du Sor.
Ses terres encaissées entre le plateau des Cammazes et la plaine du Revèlois ne favorisent guère une activité agricole. Seuls, quelques hectares plats autour de Jacournassy et au débouché de la vallée au lieu-dit "La Prade" s'offrent à l'agriculture. Il n'est donc pas étonnant que l'enquête agricole de 1892 traduise cette situation par la présence d'un unique exploitant.
Durfort ne vit pas de son agriculture : par contre la pratique du jardinage pour l'alimentation familiale était bien développée (3 ha), ainsi que la culture de la pomme de terre (5 ha).
La matrice cadastrale de 1820 indique un nombre important de petites parcelles : celles destinées à la culture du chanvre (chènevières) sont situées dans les terres les plus riches, en bord de rivière, alors que la vigne est plutôt en coteaux exposés au sud.
En 1892, la surface totale agricole reste minime mais les bois, landes et terrains rocheux de montagne couvrent 325 ha, soit les 3/4 de la commune.
Ce milieu qui désavantageait l'agriculture et l'élevage, favorisait l'industrie.
Les habitants de Durfort auraient pu, par un travail d'aménagement important, rendre leurs terres cultivables : les terrasses auraient pu s'y développer ; ces pratiques sont courantes dans des régions similaires. Mais à Durfort, l'eau proposait à elle seule une alternative.
Les communes voisines récoltant en abondance les produits de la terre, les Durfortois s'adaptèrent à leur environnement tant naturel qu'économique en développant une industrie hydraulique grâce â leur potentiel énergétique : l'eau du Sor.

La maitrise de cette force motrice est très ancienne. La première mention, datant de 1280, parle d'un moulin à drap (foulon) porté sur le Sor et le toponyme "las Tendas" rappelle le lieu où les artisans « Foulonneurs » étendaient les draps de laine.
Vers 1400, les archives commerciales d'un marchand italien, Datini, citent Durfort comme centre drapier, ainsi que Revel, Arzens et Villepinte.
Les compoix de 1559 et de 1615 nous indiquent l'importance de la concentration des moulins bladiers, foulons et martinets que l'on remarque sur la carte de Cassini pour le siècle suivant.
C'est au cours du XVIe. siècle et au début du XVIIe. siècle que Durfort assure sa reconversion industrielle : l'industrie métallurgique prend le pas sur l'industrie textile.
Le tableau ci-après retrace l'évolution industrielle et l'on peut noter qu'un moulin foulon persiste jusqu'à la fin du XIXe siècle.
Outre les martinets, les usines hydrauliques sont principalement représentées par.des moulins bladiers, cette activité de transformation étant directement liée à la production du monde rural environnant.
LES SOURCES DE L'INDUSTRIE HYDRAULIQUE
C'est en Grèce, au ler siècle avant J.C. que l'on trouve la première mention d'un moulin hydraulique. Cette mécanique à entrainement direct est attestée en Chine à partir du ler siècle de notre ère. Elle y semble plus perfectionnée car elle est utilisée pour moudre le grain mais aussi pour mouvoir des soufflets de forge au moyen d'une courroie et d'une Came excentrique.
A l'époque Romaine, l'invention de la roue verticale et du système d'engrenage permet le passage du mouvement rotatif vertical au mouvement rotatif horizontal, ce qui constitue un considérable progrès.
Quelqu'en soit le principe, les moulins n'étaient guère connus dans la Gaule du VIe siècle alors qu'au XIIe siècle, ils se comptent par centaines. L'expansion technique réalisée entre le Xe et le XIIIe siècle donna lieu à des adaptations multiples que l'on nomme "moulins à artifices" : scierie, pressoir, foulon, moulin à huile, à tan, à chanvre, à papier, à aiguiser, moulin à fer ou martinet, furent édifiés pendant cette période.
Le moulin à fer appartient au même type que le moulin foulon ou le moulin à papier. Le mouvement alternatif du maillet ou du marteau est autorisé par la présence de cames ; le principe de la came est simple : on fixe sur l'arbre moteur relié à la roue à aube, des sabots ou "cames" placées a intervalles réguliers. Elles appuient sur le manche pivotant sur un point fixe et soulèvent l'outil qui retombe de son propre poids entre deux passages de cames.
"Le moulin à fer pouvait être utilisé sans aucun changement pour le cuivre. Il est probable que le martinet à cuivre apparait à la même époque que le moulin à fer. Malheureusement, nous ne possédons pas de texte qui puisse nous renseigner à ce sujet.
Ce constat de Bertrand Gille nous invite à confondre leur histoire d'autant que cette situation se perpétue en Rouergue au, XIVe et XVIe siècle, et à Durfort jusqu'au XIXe.
Après la découverte de nouveaux textes du XIVe siècle pour la région de Nant, dans la vallée de la Dourbie (Rouergue), Jean Delmas formule à nouveau l'hypothèse que le battage du cuivre ne peut être séparé du battage du fer. Les techniques de martelage ou de martinage étaient les mêmes. Les martineurs livraient une matière première ébauchée aux artisans spécialisés : chaudronniers, cloutiers, forgerons... Il fallait, dans les deux cas, des activités de transformation complémentaires et plus fines.
La plus ancienne mention que nous ayons d'un moulin à fer concerne le Berry : en 1116 à Issoudun (Indre), un moulin à fer prend la place d'un moulin à tan. Nous n'en avons pas d'autres exemples pour le XIIe siècle, ormis au monastère cistercien de Soroë (Danemark) en 1197. D'autres mentions existent, notamment pour les Pyrénées sans toutefois que l'on puisse leur attribuer une interprétation parfaite.
C'est à partir du XIIIe siècle qu'ils sont fréquemment mentionnés : A titre d'exemple, en voici trois pour la France :
• En 1226, un moulin à fer à Allemont en Dauphiné,
• En 1237, à Boussague en Auvergne,
• En 1283, dans la Montagne Noire : "Les coseigneurs Gilibert Audebant et Guillaume Fort font concession en faveur de Guillaume Metge du droit de continuer la construction d'une mouline à battre le fer sur la montagne d'Escoussens et d'établir à côté une forge pour fondre la pierre (minerai).
Le combustible pourra être pris dans la forêt, tant pour la mouline que pour la forge. Une redevance annuelle de trente sous sera payée aux seigneurs à la Noël.
Cet acte du 15 février 1283 nous indique que la maîtrise de cette technique hydraulique et métallurgique est aux portes de Durfort dès le XIIIe siècle.
Les moulins à fer paraissent, dès leur origine, placés sous le contrôle direct des monastères. Le domaine occidental a connu rapidement le moulin à fer sous l'impulsion de deux ordres monastiques dont les établissements industriels se sont répartis de part et d'autre d'une ligne est-ouest (de l'embouchure de la Loire au coude du Rhin, se prolongeant jusqu'à l'Europe centrale). Les Chartreux ont établi leurs forges au sud, tandis que les Cisterciens l'ont fait au nord.
Jacques Chevallier nomme les Chartreux "Les pères de la métallurgie moderne" et nous dit que Saint Bernard vient en Chartreuse à partir de 1126. Dès cette époque, ils portaient un soin jaloux à leurs usines à fer, à leurs fourneaux et à leurs martinets afin de forger du fer à l'usage des Templiers et des Croisés installés autour des forges cartusiennes.
Les pièces du puzzle historique coïncident dans notre région. Les Hospitaliers de St Jean de Jérusalem sont présents à Arfons et les Chartreux, un peu plus tardivement, à Escoussens.
Ces éléments peuvent nourrir la réflexion pour la recherche de documents relatifs à la naissance de la métallurgie du cuivre dans la vallée du Sor.
André David s'est aventuré à dire que les Chartreux d'Escoussens avaient établi des forges et des martinets à Laprade et à Durfort. En l'absence de références documentaires, il nous faut laisser pour l'instant ces séduisantes hypothèses dans l'ombre.
CINQ SIECLES D’EVOLUTION INDUSTRIELLE
XVIe Compoix de 1559 – Total 29 « outils »
12 martinets
8 foulons
4 moulins bladiés
4 foulons/bladiés
1 Foulon/scie
XVIIe Compoix de 1615 – Total 26 « outils »
18 martinets
3 foulons
2 moulins bladiés
3 foulons/bladiés
XVIIIe 1788 – Total 28 « outils »
11 martinets
en 1797
15 martinets (dont un à fer et l'autre ruiné "place de martinet")
5 foulons
8 moulins bladiés
XIXe
1804 23 usines
1810 12 martinets
1835 Total 20 « outils »
11 martinets
7 moulins bladiés
1 foulon
1 filature
1882 – Total 15 « outils »
11 martinets
2 foulons
1 moulin bladié
1 filature
1884
Construction d'un moulin à soufre
XXe siècle - 1943 – Total 10 « outils »
4 martinets à cuivre
1 minoterie
2 scieries
2 usines d'effilochage
1 usine électrique
1986 – Total 6 « outils »
3 martinets à cuivre (dont un seul travaille)
1 usine d'éffilochage
1 usine électrique
1 usine de salaisons
1 turbine
Le Compoix de 1559
Le compoix de 1559 identifie précisément vingt neuf usines qui réalisent toutes des opérations de transformation de matières premières : le martelage du métal, le foulonnage de la laine, la mouture des céréales et la découpe du bois. Chaque fonction est respectivement assurée par :
12 martinets
13 moulins drapiers ou foulons
8 moulins à blé ou bladié
1 scie.
Cette dernière parait accessoire, bien qu'elle puisse être le vestige d'une activité plus importante autrefois dans la vallée. On trouve dans le même document un moulin drapier au lieu-dit "La rassègue de Dourgne"(rassègue = resse = scie hydraulique).
Les moulins drapiers prouvent la présence d'une activité textile qui avait déjà été notée à l'aube du XVe siècle par le marchand italien Datini qui qualifiait Durfort de centre drapier.
Cela laisse supposer une permanence de cette industrie pendant plus d'un siècle et demi. Mais en l'absence de document comparatif plus ancien, on ne sait si les foulons sont en régression ou en expansion. De plus, l'activité drapière régionale a subi des fluctuations et on ne sait comment se sont défendus les Durfortois dans ce contexte économique.
L'addition des différentes mécaniques donne le nombre de 34, sans pour autant que cela corresponde au nombre d'usines hydrauliques. En effet, certaines sont polyvalentes : 4 foulon/bladié et 1 foulon/scie. Les autres sont spécialisées : 12 martinets, 8 foulons, et 4 moulins à blé.
Section Fonction Propriétaire et numéro A 1 Bladié Antoine ICHE 5 Bladié Pierre PELISSIER 9 Martinet Marianne VENTOUILLAC 11 Martinet François RESSEGUIER 12 Martinet à fer François RESSEGUIER 16 Martinet Bertrand et autres HOURS 21 Bladié Jacques CHAYLA 22 Foulon Jacques CHAYLA 24 Foulon Germain MATTHIEU 25 Foulon Germain MATTHIEU 31 Martinet André CAMMAGRE 33 Martinet Bertrand et autres HOURS 35 Martinet André RICHARD 35 Martinet + clouterie Jean ARNAUD 37 Foulon en solon Bertrand et autres HOURS 37 Foulon en solon Bertrand et autres HOURS 90 Bladié Jean DURAND & F. MALIGNON 93 Bladié Héritiers de BAPTISTE 95 Bladié Jacques FABRE B 2 Martinet Jean et Pierre PETIT 4 Martinet Antoine CRAMAUSSEL 5 Martinet Germain DAYDE 41 Martinet Pierre André VENTOUILLAC 43 Bladié Pierre André VENTOUILLAC 99 Bladié Pierre BASTOUL 99 Place de martinet Pierre BASTOUL 102 Martinet Philippe CARAYON |
L'activité métallurgique parait assez solide pour assurer à elle seule la rentabilité d'une usine, ce qui n'est peut être pas le cas de l'activité drapière à qui l'on adjoint une autre pratique. Cette idée sera confirmée par les documents du XVIe et du XVIIIe siècle qui montrent la régression des foulons.
Par leur mode de fonctionnement (arbre à cames et marteau ou maillet) les foulons sont cousins des martinets, mais diffèrent fondamentalement des bladiés.
Aussi, l'association de la draperie et de la meunerie en un même bâtiment suppose un double appareillage qui est d'un investissement élevé. De plus, ces mécaniques devaient s'alimenter à la même retenue d'eau et chômer ensemble en période d'étiage de la rivière.
On peut voir dans cette juxtaposition, une adaptation à des contraintes de nature différente : est-ce une adaptation au contexte économique du moment, une forme de distribution de l'énergie hydraulique (vu la faible longueur de la rivière), ou le signe de partages familiaux qui ont installés deux membres d'une même lignée dans une usine commune ?
Le Compoix de 1615
La comparaison entre le XVIe et le XVIIe siècle indique une baisse de l'effectif usinier de la vallée qui perd trois unités. Par contre, l'expansion des martinets est impressionnante : un tiers de plus qu'en 1559. Ces 18 martinets marquent une apogée dans l'activité métallurgique. Jusqu'à la fin du XVIIIe siècle, l'industrie est relativement stable.
La Contribution foncière de l'an V
Ce document de la fin du XVIIIe siècle précise la fonction attribuée à chaque parcelle, le nom, le métier et quelquefois le surnom de son propriétaire. Il nous indique que les usines hydrauliques sont au nombre de 28, une de moins qu'en 1559.
Cette comparaison confirme la permanence de l'industrie hydraulique pendant au moins 250 ans.
De ces 28 usines, 15 sont des martinets (dont un à fer, et l'autre apparemment ruiné : "place de martinet"), 8 des moulins bladiés et seulement 5 foulons, (dont 2 en solon = rez-de-chaussée).
Comme pour les siècles précédents, on doit s'imaginer la concentration exceptionnelle d'usines sur les rives du Sor, en moyenne une usine tous les 200 mètres pendant 5 kms.
Les documents du XIXe siEcle
C'est au cours du XIXe siècle que l'on va assister à une forte réduction du nombre d'usines : de 23 en 1808, on passé à 16 en 1882. Dans ce contexte généralisé d'abandon de la force motrice hydraulique, les martinets se maintiennent.
Depuis déjà plusieurs décennies, le textile vit de profonds changements : les paysans qui travaillaient jusqu'alors à domicile durant la saison d'hiver sont sollicités pour pratiquer leur métier dans des ateliers collectifs construits dans les bourgs, ce qu'ils acceptent d'autant plus volontiers que la population rurale est à son maximum au milieu du XIXe siècle et que la terre ne nourrit pas toutes ces familles.
Acceptant de travailler à l'usine, ils perçoivent une rémunération régulière qui est - en un premier temps - une ressource d'appoint et qui devient par la suite un revenu permanent.
Pour la métallurgie, il en est de même, particulièrement pour le fer et l'acier avec les hauts fourneaux.
Dans ce contexte, comment réagissent les habitants de Durfort ?
On assiste en 1856 à la naissance d'une nouvelle structure économique qui se manifeste par le regroupement de la majorité des martinets dans une société : "La Compagnie des martinets de Durfort". Basée sur un capital à parts égales, cette société est dirigée par un gérant. Elle est composée de :
Jean Baptiste BESSON, Antoine CRAMAUSSEL, François MALIGNON, Jean ARNAUD, Jean Baptiste CRAMAUSSEL, Pierre LAVAL et François CRAMAUSSEL.
On saisit la puissance de ce groupement quand on sait qu'en ce milieu de XIXe siècle, Durfort compte 11 martinets et que la société en possède 9.
METIERS 1795 1856 1872 1911 1936
Martineur 11 31 31 20 10* Chaudronnier 30 51 44 44 29 Cloutier 2 4 3 - - Forgeron 1 9 10 5 -
TOTAL 44 95 88 69 39
* Ce chiffre tient compte de la présence des martineurs italiens. |
Cette forme d'association professionnelle nait à la même époque que la Société de Secours Mutuels de St Eloi, ancêtre de nos mutuelles actuelles. Sans posséder de documents précis pour l'instant, on peut supposer qu'elle était animée par le souci d'organiser une commercialisation efficace et d'abaisser les coûts de production (en groupant les achats de matière première comme le charbon de bois). Sa compétitivité réelle permit-elle à Durfort de franchir une période difficile qui touchait aussi les autres centres producteurs de coupes noires ? et, bien au-delà, d'assurer à ce moment la pérennité de la métallurgie du cuivre à Durfort alors que les autres centres s'éteignaient progressivement ?
Les dernières années du XIXe siècle et les toutes premières du XXe marquent une rupture. De 1882 à 1890, certains martinets sont transformés en bâtiments ruraux, d'autres sont démolis. L'inondation de 1910 accentue ce mouvement par les importants ravages qu'elle occasionne. En 1912, Ardoin Dumazet, lors de son voyage en France, ne relève que quatre martinets en activité. Quelques années plus tard, la guerre emporte des hommes de métier. La rupture est consommée. Le métier de martineur est en perdition et en 1930, on sollicite des martineurs italiens de la région de Venise pour redonner un souffle nouveau à cette activité.
Le déclin de la métallurgie est également sensible dans les catégories professionnelles représentées depuis la fin du XVIIIe .
UNE FAMILLE DE MARTINEURS
Le dépouillement systématique et la mise sur fiches personnalisées de l'ensemble de l'état civil de Durfort depuis le début du XVIIe siècle (étude réalisée par Madame Gisèle FLEURY, de Durfort), a permis la constitution d'une généalogie de martineurs, implantés dans cette paroisse depuis au moins l'année 1600.
Les premières traces officielles de la lignée apparaissent à la fin du XVIe siècle, en la présence de GERAUD OURS (génération 1).
Quatre fils (2) naissent de son mariage : deux "JEAN" et deux "DAVID". Il arrivait fréquemment que des familles fassent porter un même prénom à des enfants successifs, car la mortalité infantile de l'époque était très élevée. Or, chez les Ours, tous les fils vivent : cela est attesté par la présence de plusieurs actes de leur vie civile. Ils se différencient par leur métier, la date de leur mariage, le prénom et la date de naissance de leurs enfants (voir tableau).
PRENOM DAVID JEAN DAVID JEAN
METIER Martineur Martineur Fournier Travailleur
DATE DU MARIAGE ? 20.6.1668 11.6.1677 10.1.1690
PRENOM et DATE DE NAISSANCE DES ENFANTS
Jeanne Gérard (8.10.1669) Antoinette (24.7.1678) Guillaume Pierre (5.11.1673) Catherine (25.6.1685) Catherine (10.3.1667) André (6.1.1688) Marie (12.3.1670) Jeanne (9.5.1690) Elizabeth (12.1.1676) Catherine (26.10.1673) |
A cette génération (2), les deux fils ainés sont martineurs alors que les deux derniers pratiquent des métiers différents. L'étude des générations suivantes montre comment est assurée la transmission du métier. La prédominance de l'ainé n'est pas toujours appliquée.
A la génération (3) nous n'avons pas toutes les indications d'état civil, ce qui rend certaines présomptions hypothétiques. Les archives de la paroisse ne sont pas complètes et certaines années n'apparaissent pas dans les documents.
On ne sait ce que deviennent GUILLAUME, seul fils de DAVID ainé, GERARD, fils ainé de JEAN. PIERRE, son second fils, meurt à six ans.
Par contre, ANDRE, identifié comme martineur, est bien connu : né le 6 janvier 1688 de DAVID, fournier, et de Catherine GERMA(N), il se marie vers 1716-18 avec Marie CARCANADE dont il aura six enfants : cinq garçons et une fille : BERTRAND (né vers 1720), JEAN (1726), ANDRE (1731), ELISABETH (1733), PIERRE (1737) et BERNARD (1743).
ANDRE (2), meurt aux environs de 1762 et laisse pour descendants trois de ces fils. En effet, on ne sait ce que devient sa fille ELISABETH, et deux de ces fils meurent en bas âge : JEAN et ANDRE.
A la génération (4) le métier de martineur est,comme précédemment, pratiqué par les deux fils ainés : BERTRAND, qui est aussi consul de Durfort et PIERRE. BERNARD, le dernier fils, est identifié comme "propriétaire" et meurt le 24 février 1817 sans descendance.
D'après les recoupements entre compoix et cadastres, il semble avoir été propriétaire d'un martinet.
BERTRAND, qui vivra pourtant 86 ans, ne nous est pas connu et sa descendance n'est pas indiquée. Le seul dont on connaisse la descendance est PIERRE, le 5ème enfant, qui épouse Jeanne CRAMAUSSEL le 22 novembre 1762.
De leurs dix enfants, cinq décèdent en bas âge. Le second fils ANDRE PIERRE (génération 5) ne nous est pas connu. La fille ainée, Marie, est fileuse de son état.
Les trois autres fils sont tous martineurs et quelquefois identifiés par : "marchand de cuivre", ou "marchand chaudronnier".
ETIENNE, 3ème enfant, est né en 1767. Le 7 septembre 1791, il épouse en premières noces Marie DAYDE dont il aura six enfants, tous morts en bas âge. Marie semble elle-même mourir des suites de la dernière naissance, le 1 vendémiaire 1801.
Le 25 germinal 1804, il épouse en secondes noces Marie MALIGNON dont il aura sept enfants, dont deux fils : seul, le plus jeune survit. Il s'agit d'ANDRE CELESTIN (génération 6) né le 18 mai 1808. Négociant en cuivre, Maire de Durfort quelques années, il nous est connu par certains actes notariés.
BERTRAND (génération 5), 6ème enfant, est né le 21 septembre 1772. Le 25 prairial 1796, il épouse Geneviève CHAYLA, issue d'une famille de Foulonneurs. Ils auront cinq enfants, dont quatre fils. L'ainé, BERNARD BRUTUS, meurt sans doute en bas âge, ainsi que l'avant dernier.
Deux fils survivent et sont connus comme martineurs : PIERRE (génération 6) né le 25 germinal 1803 et ETIENNE, né le 6 mars 1812.
BERNARD ANDRE (génération 5), 7ème enfant, est né le 21 mai 1774.
Le 10 prairial 1797, il épouse Esther BORREL. Ils auront sept enfants dont trois fils. Deux meurent en bas âge. Seul ALEXANDRE né le 8 germinal 1802 perpétuera cette branche en professant le métier de "marchand de cuivre". Dans d'autres documents, il est identifié comme "fondeur de cuivre", puis "martineur en cuivre", ce qui laisse penser à une coïncidence des deux termes pour un même métier qui associe étroitement ces deux opérations.
La génération 5 qui couvre une période de 46 ans (1790 pour la plus âgée - 1836 pour la plus jeune), est assurée par 28 enfants dont 18 meurent en bas âge. Des dix qui vivront, six sont des femmes.
Les quatre garçons sont : "négociant en cuivre", "ouvrier martineur", "marchand chaudronnier", "fondeur de cuivre".
Un acte notarié nous indique que le plus âgé, ANDRE CELESTIN.est propriétaire du martinet familial.
A cette génération, les qualificatifs liés au métier du métal se diversifient : le terme "d'ouvrier martineur" pourrait être lié non seulement à la capacité professionnelle, mais aussi au statut dans l'entreprise : des recherches supplémentaires devraient permettre de confirmer le statut de "salarié" des deux frères : PIERRE et ETIENNE, cousins du propriétaire.
ALEXANDRE, seul héritier masculin de la 3ème lignée, est présenté à la fois comme fondeur (capacité professionnelle) mais aussi comme marchand (capacité commerciale). D'autres actes notariés l'identifient comme martineur.
C'est à partir de la 7ème génération que les changements sont les plus notables : Sur les dix enfants, on compte cinq filles ; des cinq garçons, un meurt en bas âge.
Le seul héritier de la branche ainée, LOUIS CHARLES ETIENNE, né le 22 mai 1854, est connu comme pharmacien à Cuxac Cabardès.
De la branche cadette, l'ainé JEAN BAPTISTE ALEXANDRE né le 4 juin 1835 prend la profession de chaudronnier. C'est la première fois que ce métier apparait dans la famille HOURS, en ligne directe.
Le cadet de cette branche, ainsi que l'héritier de la 3ème branche ne sont pas connus comme martineurs.
Le métier de martineur semble donc abandonné.
La 8ème génération confirme cet état de fait : les anciens de Durfort ont connu GUSTAVE, fils de BAPTISTE JULIEN : il tenait l'épicerie dans un local situé dans la rue des récureurs, au-dessus de l'église
C'est à la fin du XIXe siècle que cette famille voit s'abandonner un métier que ses membres pratiquaient depuis 200 ans. En 1921, ils perdent la propriété de leur outil de production : le martinet est vendu.
LES OBJETS EN CUIVRE DANS LA VIE QUOTIDIENNE
METHODOLOGIE DE L'INVENTAIRE
Les objets présentés dans cette exposition ont été prêtés par les habitants de Durfort. Leur diversité montre l'éventail des productions traditionnelles et contemporaines réalisées par les artisans du cuivre.
Leur choix a été réalisé dans le fonds de documentation générale du musée, basé sur un inventaire qui comporte :
• Une fiche descriptive : qui est la carte d'identité de l'objet.
Elle indique son nom (en français et en parler local),
 son propriétaire actuel, le nom de son créateur (artisan qui l'a réalisé), le mode d'acquisition et le type de relation entre le propriétaire et le créateur. Sa fonction initiale et actuelle car celle-ci peut avoir varié dans le temps (la cafetière utilitaire devenant un objet de décoration), sa description détaillée : matière première, technique de fabrication, décor, dimensions, et toutes les informations recueillies sur son histoire lors de l'enquête orale. Cette fiche est illustrée au verso, par une photographie noir et blanc de l'objet.
son propriétaire actuel, le nom de son créateur (artisan qui l'a réalisé), le mode d'acquisition et le type de relation entre le propriétaire et le créateur. Sa fonction initiale et actuelle car celle-ci peut avoir varié dans le temps (la cafetière utilitaire devenant un objet de décoration), sa description détaillée : matière première, technique de fabrication, décor, dimensions, et toutes les informations recueillies sur son histoire lors de l'enquête orale. Cette fiche est illustrée au verso, par une photographie noir et blanc de l'objet.
• Un relevé graphique sur papier millimétré avec échelle.
• Une couverture photographique composée de trois clichés noir et blanc et de trois diapositives couleur.
Cet inventaire couvre pour l'instant une centaine d'objets et constitue la base d'un fichier de produits qui sera progressivement étendu à l'ensemble des objets en cuivre produits sur place et, éventuellement, en Languedoc.
Nom de l'enquêteur : Claude LOISEAU Date de l'enquête :24.4.1986 N' d'inventaire : 86.08.03
Dénomination de l'objet : - Français : CAFETIERE Parler local :
Propriétaire actuel : Nom, Prénom : M.X Profession : Adresse : Durfort
Créateur de l’objet : Nom, Prénom : M.X Profession : chaudronnier Adresse : Durfort
Type de relation entre le propriétaire et le créateur : Même personne Collègue de travail Ami Client Autre
Modalité d'acquisition : Création Achat Echange Don Héritage Autre
Fonction de l'objet : Initiale : Cafetière Actuelle :décoration
DESCRIPTIF
Matière Première: cuivre étamé. Bouton du couvercle en laiton
Forme : voir dessin
Dénomination des parties : Corps, poignée, bec, couvercle à charnière
Technique de fabrication: brasure en queue d'aronde, bord du couvercle battu à plat
Décor :
Dimensions: voir dessin sur papier millimétré
NOTES COMPLEMENTAIRES Particularités et lieu de fabrication: Marque au poinçon : 4 Fabriquée à Durfort entre 1920 et 1927 par le beau-frère de la propriétaire actuelle
Particularités et aire d'usage:
RELATION EVENTUELLE AVEC LA CELLULE MUSEOGRAPHIQUE : Prêt à court terme Prêt à long terme Don Vente |
Ultérieurement, cette base documentaire permettra d'élaborer un classement des objets par une typologie
des formes, des fonctions et des techniques de fabrication.
D'ores et déjà, elle constitue un fonds iconographique utilisable pour des montages audio-visuels ou pour l'illustration de documents écrits.
LA CUISINE DANS LE CUIVRE
Durfort produit depuis plusieurs siècles une grande variété d'articles culinaires en cuivre. Ce métal est le roi de la cuisine : il assure l'homogénéité de la cuisson des aliments en répartissant la chaleur dans l'ensemble du récipient.
Dans le monde rural environnant, l'économie paysanne reposait, pour une grande part, sur l'autoconsommation des produits de la ferme : cochons, volailles, céréales fruits, légumes et lait étaient transformés en vue de leur conservation.
Cette pratique, restée très vivante, donne comme jadis une diversité appréciée aux repas hivernaux.
Par les nombreux usages qu'ils autorisent, le chaudron, la marmite et la bassine règnent sur la batterie de cuisine traditionnelle. La place qui leur est accordée dans les commandes faites aux artisans atteste de leur importance.
Nom de l'enquêteur : Claude LOISEAU
Date de l’enquête: 24.4.1986 N' d'inventaire : 86.08.04 Dénomination de l'objet.: français : cafetière Parler local : Propriétaire actuel : Nom, Prénom: M.X. Profession : Adresse : Durfort
Créateur de l'objet : Nom, Prénom : M.X. Profession: chaudronnier Adresse: Durfort
Type de relation entre le propriétaire et le créateur : Même personne Famille Collègue de travail Ami Client Autre
Modalité d'acquisition : Création Achat Echange Don Héritage Autre
Fonction de l'objet : Initiale: cafetière Actuelle :décoration
DESCRIPTIF
Matière première: cuivre étamé
Forme : voir dessin bouton de couvercle en laiton Dénomination des parties: Corps, poignée, bec, couvercle mobile Technique de fabrication : Brasure queue d'aronde, socle soudé à l'étain, rebord du couvercle serti et soudé étain.
Décor : Dimensions: Hauteur totale : 10 cm Hauteur du socle : 0,5 cm Diamètre : en haut 5,7 cm maximum : 8 cm en bas . 7 cm Hauteur du couvercle : 1,5 cm Diamètre : maximum : 6,5 en bas . 5,5 NOTES COMPLEMENTAIRES Particularités et lieu de fabrication : à Durfort, entre 1920 et 1927, par le beau-frère de la propriétaire actuelle. Particularités et aire d'usage : RELATION EVENTUELLE AVEC LA CELLULE MUSEOGRAPHIQUE :
Prêt à court terme Prêt à long terme Don Vente |
Le chaudron : pièce maitresse de la cuisine, servait tout au long de l'année : on y cuisait une bouillie de mais qui à longtemps été la base des repas de l'ouest languedocien, le millas.
Pour faire un millas, il fallait un bon feu d'abord et mettre l'eau aux deux tiers dans la "peirola", le plus gros chaudron de la maison ; on la salait toujours un peu cette eau. Quand elle commençait à frémir, il ne fallait pas qu'elle bout-, on y versait la farine petit à petit, tout doucement et on remuait en même temps avec la « rémena », un long bâton de bois. Quand c'était cuit, il fallait verser ce chaudron : on se mettait à deux pour le porter et on le versait sur la table, où on avait mis le "cairier" (carré de tissu de lin ou de chanvre) : les hommes se mettaient autour de la table et il la penchait d'un côté, de l'autre, ça glissait de tous les côtés et on laissait refroidir..."
S'il restait du millas au fond du chaudron, on le mettait dans les assiettes avec un peu de lait, du sucre ou un œuf. C'était une gourmandise appréciée des enfants comme des plus grands.
Le chaudron est aussi au centre des grandes fêtes du calendrier de la-ferme, lors de l'abattage du cochon "le mazel" ou pour la confection des confits et foies gras de volailles.
Placé dans la cheminée, il cuit boudins, bougnettes, fritons et fricassée de porc frais. Son cuivre garde aux aliments frits toute leur saveur et leur donne un appétissant croquant ainsi qu'une couleur dorée appréciée des connaisseurs.
Autrefois, la fabrication des confits et des foies était uniquement familiale. Après une nuit de salage au gros sel aromatisé de thym et de laurier, on mettait les morceaux d'oie ou de canard bien essuyés dans un chaudron de cuivre permettant une cuisson lente et douce dans la graisse de volaille. En fin de cuisson, on enfonçait une aiguille à tricoter dans la chair qui ne devait pas laisser perler la moindre goutte de sang. Le confit était ensuite placé dans des pots de grès et totalement recouvert de graisse fondue. Le confit était consommé petit à petit, agrémentant avec bonheur des plats régionaux comme le cassoulet. Contrairement à nos jours, le confit, viande de conserve, était plutôt réservé à l'alimentation familiale alors qu'on accueillait en offrant un morceau de viande fraiche ou une pièce de gibier.
Après avoir utilisé les chaudrons, les femmes avaient soin de parfaitement les nettoyer avec de la cendre et du sable. Certaines les ébouillantaient puis rinçaient avec un filet de vinaigre. A Durfort, cette tâche était souvent celle du mari chaudronnier qui les rendait brillants comme des « sous neufs ».
Si le chaudron a été depuis détrôné de la cuisine, le monde paysan conserve vivants une grande quantité de proverbes qui attestent la considération dans laquelle on le tenait, symbolisant le rôle de la maitresse de maison.
La Marmite : est un récipient tronconique, généralement étamé qui possède une anse et un couvercle ajusté sur le corps. Elle était quotidiennement utilisée pour la cuisson des pommes de terre ou pour celle de la pâtée du porc. Comme le chaudron, elle se suspend dans la cheminée à la crémaillère à dents.
Dans certaines familles, on retrouve sa trace dans les contrats de mariage, comme apport de la femme jeune mariée.
La bassine : Plus basse que le chaudron, munie de deux poignées, elle a de nombreux usages.
Pour la cuisson des fruits sous forme de confiture, elle est dépourvue d'étamage, étant donné les températures élevées auxquelles on porte le sucre pendant la cuisson (160` et davantage s'il caramélise). De plus, l'étain altère la couleur et la saveur des fruits rouges, ce qui n'est pas le cas du cuivre. Afin d'éviter la formation de sel de cuivre due à l'acidité des fruits, on retire la confiture encore chaude, ce qui parfait la recette. La "Confiture aux quatre fruits rouges" se compose de la même quantité de cerises, fraises, groseilles, framboises et du sucre correspondant au poids total des fruits. Après les avoir préparés, on verse le sucre avec 2 dl d'eau dans une bassine en cuivre : quand le sirop est au "petit boulé" on ajoute, toutes les 20 minutes : les cerises, les fraises, puis les framboises et les groseilles. Le mélange bouillant est versé dans des pots bien secs et lorsque la confiture est froide, on couvre hermétiquement.
Si la production durfortoise est dominée par ces trois ustensiles polyvalents, elle se caractérise aussi par des articles spécialisés qui sont adaptés à un type de cuisson, à un aliment ou à une recette régionale.
Pour la cuisson des aliments en sauce (viande, légumes...) on utilise :
- la braisière : terme général qui désigne un récipient rond ou oblong, muni d'un couvercle dont le bord relevé peut contenir de la braise, des cendres chaudes ou de l'eau.
- la tourtière : est utilisée en guise de four. Après l'avoir garnie, on place, sur son couvercle concave, des braises ou des cendres chaudes qui garantissent la cuisson de la partie supérieure alors que le foyer chauffe la partie inférieure. Sa faible hauteur assure une cuisson à cœur de la préparation. Le gratin de pâtes ou de pommes de terre, le "Pastis du Lot" (pâte feuilletée aux pommes) étaient traditionnellement préparés dans ce récipient qui tire son nom de son usage principal : la cuisson de la tourte (pâte fourrée à la viande, au poisson, aux légumes ou aux fruits).
- la daubière : dont le couvercle est parfaitement ajusté au corps, est conçue pour mijoter les aliments en sauce. Grâce au maintien d'une ébullition douce, on y cuisine des plats braisés ainsi que des ragoûts ou daubes qui doivent être mitonnés dans leur jus.
Comme le couvercle de la tourtière, celui de la daubière est concave mais plus profond : l'eau qu'il contient active la condensation intérieure qui tombe goutte à goutte le long des parois et préserve au plat toute sa saveur et son fumet.
Les daubières de petite dimension sont parfois munies de pieds afin d'isoler les mets d'une source de chaleur qui en accélérerait trop fortement la cuisson.
Le poisson n'était pas, dans le monde paysan, un aliment habituel, ormis les poissons de rivière et la morue qui pouvait se conserver et se transporter grâce au sel. La cuisson se faisait à la poêle ; pour certains, au gril.
- la poissonnière : n'est pas un ustensile de cuisine courant. C'est une pièce spécialisée, plus luxueuse, que l'on retrouve surtout dans les maisons bourgeoises et exceptionnellement dans les fermes. C'est un récipient oblong, étamé, et pourvu d'un couvercle. Son double fond mobile, troué, est muni de deux longs crochets qui permettent de plonger le poisson dans le liquide ou de l'en retirer sans se brûler. Il évite de briser la chair fragile du poisson et garantit sa présentation.
La cuisson est faite dans un liquide bien assaisonné que l'on fait réduire pour lui donner plus d'arôme : le court-bouillon. Il peut être au vinaigre (pour l'anguille, la bar, le colin, la dorade, le grondin, la lotte...), au vin blanc (pour le merlan, la raie...), au vin rouge.
Le court-bouillon au lait est préféré pour la sole, le haddock, le turbot. Pour ce dernier, il existe une poissonnière dont la forme en losange est adaptée à sa silhouette particulière : La Turbotière.
Plus couramment, la cuisinière emploie des poêles, poêlons et casseroles de cuivre étamé.
- la poêle : est un ustensile plat, peu profond, muni d'une queue. Il sert à frire, à fricasser, à faire des omelettes ou des crêpes. La poêle convient aux aliments de petite épaisseur que l'on cuit rapidement dans une matière grasse.
- le poêlon : est un ustensile intermédiaire entre la poêle et la casserole. Ses bords sont légèrement plus hauts que ceux de la poêle et il peut avoir un fond plat ou arrondi, selon les cas. Pour les récipients à fond arrondi, la cuisinière utilise des accessoires complémentaires : un trépied ou une chainette. Cette dernière, fixée au manteau de la cheminée, était attachée à l'anneau situé à l'extrémité du manche.
- la casserole : à fond plat et à bords relativement plus hauts. Elle peut avoir des tailles très différentes. Par les usages que l'on en fait, elle est souvent munie de couvercles.
Dans l’ensemble de ces modes de cuissons, le feu est utilisé en action indirecte.
Mais pour certaines grosses pièces de viande ou du gibier, on l'emploie en cuisson directe. L'aliment est alors soumis à l'action du feu, par l'intermédiaire d'un gril ou d'une broche, qui ne sert que de support.
- le « lèchefrite» : est un plat oblong que l'on place sous la pièce de viande ou de gibier en train de rôtir : il reçoit le jus qui sera restitué au plat lors de la consommation.
Certains objets ne sont pas destinés à la fabrication des repas, mais à celle des boissons : Durfort fabrique des récipients aux fonctions spécialisées comme :
- la bouilloire : munie d'un bec, d'un couvercle et d'une anse, elle est placée sur la cuisinière ou près du feu pour faire chauffer l'eau. Certaines petites marmites à manches avaient le même usage.
- la théière : munie d'un bec, d'un couvercle et d'une poignée.
- la chocolatière : munie d'un bec et d'un manche fixé perpendiculairement.
Certaines ont leur couvercle percé au centre pour permettre le passage d'une petite pièce de bois qui sert à mélanger le lait et la poudre de chocolat dans le récipient même.
La batterie de cuisine est aussi composé d’une série d'accessoires nécessaires pour tamiser, filtrer, écumer, prélever...
Dans l'ensemble de l'inventaire, nous avons noté :
- une cuillère et une fourchette à confiture, de grand format.
- une écumoire, une louche avec bec verseur, une passoire, un entonnnoir.
Bien que la majeure partie du cuivre culinaire soit désormais plutôt destiné au décor, il reste utilisé par certains particuliers, surtout le chaudron et la bassine à confiture qui sont les récipients les plus fréquemment commandés.
Les restaurateurs perpétuent la tradition de la cuisine dans le cuivre : les artisans de Durfort sont régulièrement sollicités pour rétamer les batteries de cuisine des restaurants, preuve s'il en était besoin, que le cuivre est encore le roi dans certaines cuisines de connaisseurs.
LE CUIVRE ET L'EAU DOMESTIQUE
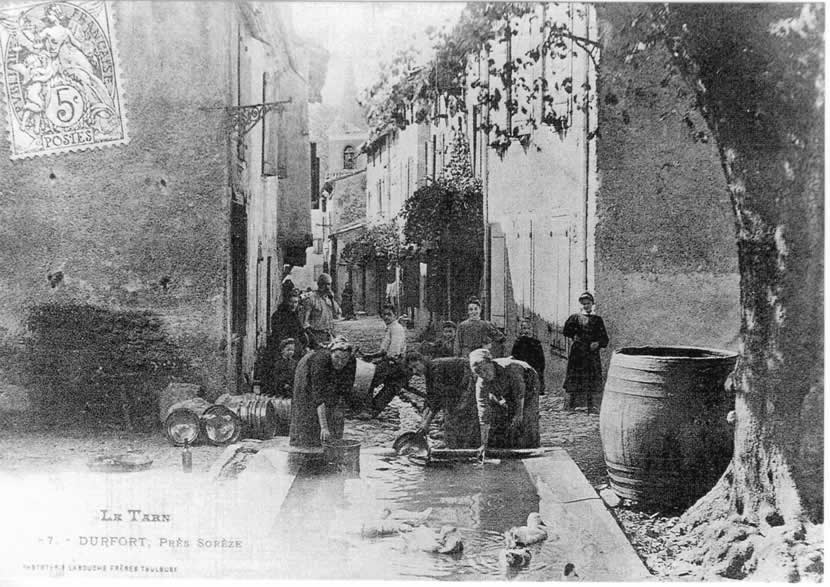
Bien qu'aujourd'hui l'eau soit dans toutes les maisons de Durfort, la fontaine conserve sa place dans la vie quotidienne. Le rituel s'accomplit encore, particulièrement au moment des repas et le dimanche où les habitants de la région viennent faire leur provision hebdomadaire de cette eau, dite diurétique.
Dans les habitations traditionnelles, un puits indépendant ou l'eau sur l'évier étaient exceptionnels. Chacun s'alimentait à la fontaine ou à la source du village qui devenait, à cette occasion, un lieu de rencontre.
Le transport de l'eau se faisait dans des récipients de contenance moyenne ou faible. Ces objets, rencontrés lors de l'inventaire, servent à collecter, transporter, stocker et transvaser l'eau. Cette quadruple fonction peut être assurée par un même objet simple : le seau, ou complexe : la cruche.
On les distingue par des critères de forme :
• les proportions du corps : le rapport de la profondeur au diamètre : le seau "ferrat" est plus profond que le seau "de puits".
• les proportions de l'ouverture : les cruches, cruchons sont rétrécis au sommet : ce sont des récipients fermés. Les seaux, puisettes ou cassettes, louches, sont (au contraire) à ouverture béante : ce sont des récipients ouverts. Ces éléments peuvent préciser la fonction de l'objet : un récipient à ouverture béante à plus de chance de laisser échapper son contenu qu'un récipient à ouverture rétrécie.
• les organes propres à la préhension qui ont été ajoutés au corps et constituent l'accessoire adapté au transport : l'anse, la poignée, le manche (presque exclusivement réservé aux cassettes et louches).
• les organes propres au transvasement qui favorisent l'évacuation de l'eau contenue dans l'objet. Dans certains cas, l'ouverture du contenant ne subit pas de transformation : c'est le cas du seau "ferrat" qui n'offre que le bord supérieur de sa cavité pour transvaser son contenu.
D'autres contenants subissent des transformations de leur forme, par déformation de leur ouverture : le bec plat du seau de puits (canal ouvert) par ajout d'organe supplémentaire : le goulot de la cruche (canal fermé).
• les organes propres à la stabilité.
Le seau "ferrat" : est un récipient ouvert, plus haut que large, muni d'une anse de fer et d'un pied unique en forme de couronne. Sa contenance est de 6 à 10 1. Durant la première moitié du XXe siècle, on voyait encore certains habitants de Durfort transporter deux seaux : cette charge symétrique était écartée des jambes par un cerceau de bois retenu par les anses des seaux.
"Le Tambour" ou "seau de Lozère" : est un récipient ouvert, cylindrique, plus haut que large. Il est muni de deux poignées latérales. Des couronnes placées à chaque extrémité sont reliées par des baguettes de cuivre qui renforcent la rigidité du récipient.
"Le blachi" ou "seau d'Auvergne" : a le corps renflé dans le tiers inférieur et le col légèrement rétréci. Il est muni de poignées latérales symétriques.
Comme le tambour, le blachi se caractérise par une petite loge située au centre du fond : elle permet de le porter sur la tête, posé sur un coussinet en forme de couronne ou un petit cercle de paille.
Tous deux se différencient du seau par le système de portage et quelquefois par leur contenance qui est plus importante (10 à 15 litres).
Le seau de puits : de forme légèrement ouverte, il est presque aussi haut que large. Il est muni d'une anse et d'un bec large et plat. Sa forme le destine essentiellement à la collecte et au transvasement de l'eau. Mais dans certaines maisons, il était suspendu à un crochet au-dessus de l'évier. Son fonds, légèrement arrondi le rend instable et n'invite pas à le poser sans risque.
La cruche : est un récipient au corps ventru et à l'encolure resserrée. Elle possède simultanément une ouverture supérieure avec couvercle, un goulot, une anse supérieure et une poignée latérale. Cet ensemble d'accessoires fonctionnels s'explique par la variété de ses usages.
La cruche peut aussi être plus simple et ne posséder qu'une anse et un goulot.
Le pourou : est un récipient clos. Seuls, deux appendices lui sont adjoints dans le tiers supérieur : l'un, plus large à son embouchure sert au remplissage. L'autre, plus étroit, à l'écoulement d'un filet d'eau. Ce pourou de cuivre est une inspiration d'objet en terre ou en verre qui était utilisé pour boire à la "régalade". La petite poignée fixe, située sur le dessus du corps rappelle qu'il était transporté dans les champs pour désaltérer les travailleurs.
Le pichet : est de faible contenance (environ un litre). Muni d'une anse et d'un bec verseur, c'est un objet qui permet de stocker une petite quantité d'eau que l'on veut consommer assez rapidement, lors d'un repas par exemple.
La fontaine : est un récipient fixe qui sert à stocker l'eau nécessaire pour les besoins quotidiens. Ses formes sont multiples, ainsi que sa contenance. Elle est posée (fontaine à tête de lion) ou accrochée. Elle s'accompagne souvent d'un bassin qui réceptionne l’eau.
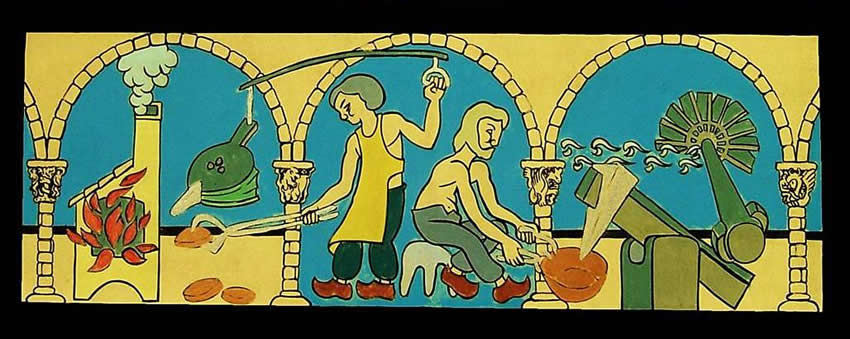
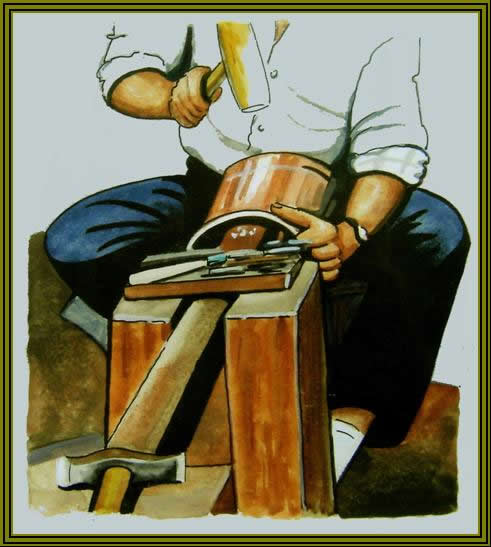
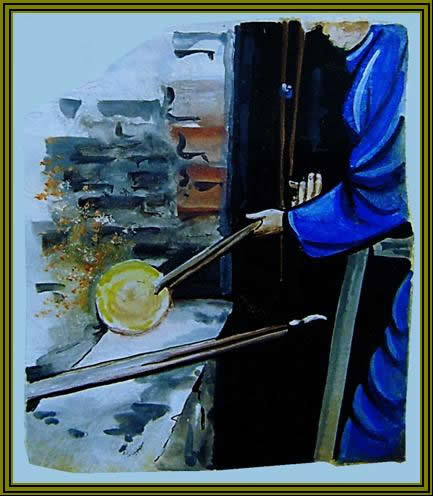
La forge pour faire les culots et le Martinet pour la mise en forme
LE MOBILIER EN CUIVRE
Bien que la cuisine reste le lieu de prédilection du cuivre, il se retrouve dans d'autres pièces de la maison sous forme d'objets destinés au chauffage, à la lessive, à la toilette et à l'éclairage.
En 1833, un inventaire après-décès réalisé dans une ferme de la Montagne Noire indique des objets en cuivre rouge : « une chaudière, un grand chauderon, autre chauderon vieux, autre petit chauderon, tourtière, casserole grande, autre petite casserole, un grand poêlon, autre petit poêlon, une bassinoire, une chaufferette à trois pieds et un lampion ».
En 1820, un même document inventorie les biens d'un petit bourgeois rural du Limousin et confirme l'importance du cuivre culinaire sans omettre le mobilier : « deux chaudrons, un poêlon, six casseroles, une poissonnière, un chauffe-lit, six chandeliers. Au grenier, une mauvaise casserole et dans la cour, deux vieux chaudrons et un petit mortier de cuivre avec son pilon de fer. »
Le mobilier le plus courant est celui qui a un rôle de chauffage :

LE CHAUFFAGE
La bassinoire : est un récipient couvert, muni d'un long manche en fer. Il est empli de braises puis passé entre les draps du lit à réchauffer.
En Languedoc, le dessus est serti sur le fond qui contient les braises. Il est percé d'une bouche centrale par laquelle on verse les braises, et de six trous plus petits, placés en couronne autour du centre.
La bassinoire dite "Parisienne" se caractérise par son couvercle mobile, monté sur une charnière. Elle présente l'avantage de se vider plus facilement que la précédente. Son manche, en bois tourné, s'adapte sur une douille.
« Bassiner le lit » se fait juste au moment de se coucher car cette chaleur ne persiste pas longtemps entre les draps.
Le moine est un autre système qui a l'avantage de chauffer le lit de manière plus durable. Dans son ossature de bois arqué, on pose une chaufferette emplie de braises. Le moine garde les draps éloignés l'un de l'autre et dispense la chaleur dans l'ensemble du lit : de ce fait, il était plus apprécié que les bassinoires. La chaufferette peut prendre des formes très différentes ; on peut même utiliser à cette fin un objet destiné à un autre usage.
De nombreuses chaufferettes étaient aussi des chauffe-plats, telle celle présentée dans l'exposition.
On trouve dans ce mobilier des ustensiles spécialisés dans le chauffage de l'eau.
Le chauffe-eau : pièce complexe, il est semblable à la lessiveuse : il possède un foyer et un réservoir. L'eau n'est pas puisée mais récoltée à la sortie d'un robinet située en bas de la cuve.
Le chauffe-bain : cet ensemble constitué par un corps et par deux cheminées latérales est destiné à chauffer l'eau du bain au moment de son emploi: préalablement à son immersion, on le remplit le braises.
Les cheminées évitent un arrêt trop rapide de la combustion du charbon de bois.
Le braséro présenté était utilisé sous une table pour se réchauffer les pieds. Il a des points communs avec l'Etouffoir qui, muni d'un couvercle, permet de réduire la combustion des braises du feu, et qui seront utilisées le lendemain matin pour rallumer le foyer.

LA LESSIVE
La lessive familiale se faisait tous les mois ou deux fois par an : les familles qui possédaient de grandes quantités de linge pouvaient laver moins souvent et réalisaient alors ce qu'on appelle "la lessive de printemps".
Après avoir frotté le linge au lavoir ou à la rivière, on le mettait dans le cuvier, grand récipient muni d'un petit orifice dans sa partie basse : on y posait successivement les draps, les chemises, les torchons et le linge de plus en plus fin. Une croyance veut que les chemises soient déposées sur le dos : en effet, posées le devant vers le fond du cuvier, elles auraient porté malheur à celui qui les porterait.
L'ensemble du linge était recouvert d'un vieux drap épais et tissé très serré "le cendrier". Il était empli de cendres et, selon les ménagères, de brins de laurier, de bulbes de lys ou de branches de lavande qui parfumaient le linge.
Simultanément, on mettait de l'eau à chauffer dans un chaudron avec du savon, des cristaux de soude ou tout simplement des cendres. Quand l'eau commençait à chauffer, on la versait dans le cuvier. A la première trempe, l'eau ne devait pas être trop chaude. Elle s'écoulait dans un seau et prenait alors le nom de "lessif". On la remettait à chauffer, on emplissait à nouveau le cuvier et ainsi de suite toute la journée. Quand l'eau coulait bouillante du cuvier, la lessive était finie.
Il ne restait plus qu'à rincer au lavoir ou à la rivière.
Le cuvier : est un récipient de très grande contenance. Dans certaines régions il peut être en bois ou en pierre (Saintonge). Sa taille en fait un objet polyvalent et sa vision remémore à certains habitants de Durfort, les bains qu'ils y prenaient étant enfants.
La lessiveuse : Comme tous les objets spécialisés, elle n'apparait pas dans toutes les maisons. Composée d'un foyer, d'une cuve, d'un couvercle et d'un conduit d'évacuation de fumée, elle associe les fonctions de la cheminée et du chaudron.
LA TOILETTE
Parmi l'ensemble des objets produits à Durfort pour les besoins quotidiens, les ustensiles de toilette sont les plus rares : on trouve des baignoires, des brocs, des seaux de toilettes, des bains de siège et des cassottes (ou cassettes).
La baignoire : est de base oblongue et se caractérise par ses extrémités, dont l'une est plus haute que l'autre afin d'assurer un meilleur appui à la personne prenant son bain. Elle est munie de deux poignées. Sa longueur relativement réduite oblige à se tenir avec les jambes légèrement pliées.
Il existe des modèles de baignoires pour enfants, mais ils sont exceptionnels.
Le bain de siège : est plus à rapprocher de la santé que de l'hygiène. Il était assez souvent prescrit par le médecin pour agir sur "l'innervation et la circulation des organes abdominaux et pelviens". Il ne s'utilisait pas de manière ininterrompue.
Un ancien traité médical note a propos de celui-ci: "... une simple cuve suffit d'ailleurs, à condition qu'on y soit bien à l'aise et qu'on puisse y rester assis sans fatigue, sans effort, le temps voulu. Il importe que la quantité d'eau du bain de siège soit telle, que son niveau, le malade étant en position accroupie, affleure au nombril et arrive à mi-cuisses. Pendant ce bain, il est bon d'avoir le tronc enveloppé dans une couverture de laine et, si l'on est frileux, les pieds plongés dans un baquet d'eau chaude."
Le broc : est un seau étroit, conique, à anse latérale et bec évasé. Contenant 5 à 8 litres d'eau, il est utilisé comme réserve d'eau de toilette.
Le seau de toilette : cylindrique, il est muni d'un couvercle et d'une anse. Généralement associé au broc, il sert à recevoir les eaux de toilette usées.
La couade (ou cassette, ou cassotte) : est un petit récipient qui peut contenir environ un litre d'eau. Il est muni d'un bec long et fin qui lui donne une forme très élégante. Légèrement incurvé vers le bas, il est parfaitement fonctionnel : cet ustensile se pose sur le bord de l'évier et son bec conduit l'eau de la couade vers les mains que l'on désire rincer.
La fontaine : (cf. le cuivre et l'eau domestique).
L'ECLAIRAGE
L'ensemble des objets destinés à l'éclairage sont tous liés à l'utilisation de l'huile ou des chandelles comme matière éclairante. Jusqu'à présent, l'inventaire n'a pas permis de constater la présence de lampes en cuivre rouge destinées au pétrole.
Le lampion : est un parallélépipède à armatures de cuivre et parois de verre. Il correspond à la lampe de poche actuelle et servait à s'éclairer quand on sortait la nuit à l'extérieur.
Le bougeoir ou chandelier : Un ancien chaudronnier de Durfort nous a raconté que son père faisait des bougeoirs en cuivre rouge. Homme de goût, il avait choisi comme thème, le marronnier : la feuille formait le socle et le marron le réceptacle de la bougie.
Le calelh : était d'un usage courant en Languedoc.
Pour s'éclairer, on mettait dans le récipient supérieur de la lampe, de l'huile de noix dans laquelle trempaient des mèches. L'excédent d'huile s'écoulait dans le réceptacle inférieur.
Le calelh, le chaudron et le seau sont des points forts du mobilier de la maison. Le chaudron est associé au feu, le seau à l'eau et le calelh à la lumière. Ces objets sont marqués du signe de la femme, maitresse de l'oustal.
En 1967, une aveyronnaise âgée de plus de 90 ans lègue par testament à sa fille un seau et un calelh qu'elle tient de sa grand-mère maternelle. Elle lui demande de faire de même envers sa propre fille.
A une date aussi récente, comment comprendre autrement que d'une manière symbolique, la transmission de ces attributs à travers cinq générations de femmes d'une même famille ?
CUIVRE, ARTISANAT ET AGRICULTURE
La Teinturerie
Le Tarn a toujours été un pays d'industrie textile, particulièrement le sud du département. Au XVIIe siècle la corporation des teinturiers y formait une branche professionnelle importante. Propriétaires d'un matériel complexe qui correspondait à un capital élevé et surtout maitres d'une technique sophistiquée, ils se distinguaient - comme les « foulonneurs » - des autres corps de métier liés au travail du drap : cardeuses, fileuses, tisserands, pareurs...
Cette industrie qui assura la prospérité de nombreuses villes du Languedoc devait offrir, jusqu'à nos jours, un débouché supplémentaire aux chaudronniers de Durfort.
Le chaudron de teinturier : est un récipient à fond rond, dont le corps rebondi est légèrement restreint dans sa partie supérieure. Son bord est aménagé d'un méplat évasé.
Cet objet de grande dimension était fabriqué à partir de feuilles de cuivre assemblées par rivetage vertical pour les flancs, horizontal pour le fonds. Les parties en contact étaient soudées à l'étain, ce qui en augmentait l'étanchéité.
Cette pièce spécialisée pouvait atteindre de très grandes dimensions. Les commandes qui constituent une partie des archives industrielles privées précisent soit le poids de la matière à teindre (100 kgs pour la commande n°1), soit la contenance du bain de teinture (300 litres, pour la commande n°2).
L'utilisation des matières végétales pour teindre les étoffes s'est perpétuée pendant plus de trente siècles.
Jusqu'au milieu du XIXe siècle, les principaux végétaux utilisés dans la région étaient la garance (pour le rouge) et le pastel (pour le bleu).
La garance était cultivée aux environs de Montpellier et dans le Comtat Venaissin. Elle a coloré de nombreuses générations d'hommes de troupe.
Le pastel fut un des colorant les plus employé en draperie.
Cultivé dans le Lauragais, l'Albigeois et le rebord méridional de la Montagne Noire, il donna lieu à un commerce florissant dont Toulouse était le centre.
Il fit naitre l'expression "pays de cocagne", de la richesse qu'avaient engendrée les "coques" de pastel.
Le pastel fut détrôné par l'indigo au XVIIIe siècle.
En 1856, la découverte de la pourpre d'aniline inaugura l'ère des colorants synthétiques qui se substituèrent aux colorants naturels.
On redécouvre aujourd'hui une tradition pluricentenaire : nombreux sont les artisans textiles qui s'essayent aux teintures végétales. Lydie Nencki, connue pour ses recherches à ce sujet, insiste sur la qualité du chaudron à employer. L'écorce d'aulne, de bouleau ou de chêne, par exemple, donne une couleur grise tirant sur le bleu dans un chaudron de fer, alors qu'elle est grise tirant sur le brun et le vert dans un chaudron de cuivre. Il en est de même pour de nombreuses plantes tinctoriales.

La Fabrication du Fromage
Pour tous ses produits, le monde paysan use de procédés de conservation qui lui permettent de répartir l'abondance de certaines saisons sur d'autres, moins généreuses.
Le fromage est le mode de conservation du lait dont on dispose en grande quantité certains mois de l'année. Chaque région a des recettes particulières et des fromages différents. Durfort entretient des relations commerciales avec celles qui fabriquent
des pâtes cuites pressées comme le Comté, le Beaufort, le Gruyère.
La Savoie, le Jura, les Hautes Pyrénées et la Corse sont les régions les mieux représentées dans les commandes de chaudrons à fromage.
Le chaudron à fromage s'identifie facilement grâce à son profil : son tiers inférieur est légèrement renflé. Son diamètre variable est quelquefois plus important que sa hauteur. C'est un objet adapté car le caillé du lait se dépose dans le tiers inférieur plus large et se sépare ainsi mieux du petit lait qui reste au dessus, dans la partie moins joufflue.
Parmi les commandes, deux viennent de Bourg Saint Maurice, en Savoie. La première concerne "un chaudron de cuivre, contenance 210 à 220 litres, forme évasée avec anse dépassant au bout. Dans la seconde "un chaudron de 50 à 60 litres". Le quincailler s'inquiète de savoir si le chaudronnier peut lui exécuter un grand chaudron dit "de potence" d'une contenance de 250 litres, servant à la fabrication du fromage de gruyère dans nos montagnes".
La contenance du chaudron varie avec le type de fromage, mais aussi avec l'économie dans laquelle il s'inscrit. Le chaudron à gruyère est beaucoup plus important que celui à beaufort :
Le gruyère est un fromage de grande taille qui exige de grandes quantités de lait. Pour cela, il est fabriqué dans des coopératives appelées "fruitières". Ces ateliers de fabrication fixes utilisent des chaudrons dits "à potence" : le poids considérable que fait le récipient plein ne permet pas de le soulever. De plus, le temps de chauffage du lait ne doit pas être plus long que prévu pour éviter des malfaçons. Pour ces raisons, on suspend l'ustensile à une grosse potence de bois implantée près du foyer.
Au moment des estives, on utilise des chaudrons de moyenne dimension pour la fabrication du BEAUFORT à l'alpage.
Spécialité du Beaufortin, de la Maurienne et de la Tarentaise, le Beaufort est un gruyère à pâte fine presque sans trous, dont la saveur est due à la qualité exceptionnelle du lait des vaches en alpages. Lorsque les pâturages autour du chalet étaient épuisés, les hommes et les bêtes montaient un peu plus haut : c'était la "remue" ou "muande" : les derniers fromages et l'énorme chaudron étaient chargés à dos de mulet. A la fin de la saison, encore frais, il était descendu dans son moule jusqu'à la cave d'affinage de la vallée.
PRODUCTION ET AIRE COMMERCIALE D'UN CHAUDRONNIER AU XIXe SIECLE
Un livre de compte de Monsieur L.V. Ainé, chaudronnier, nous renseigne avec précision sur sa pratique durant une période de sept ans, de 1886 à 1893.
A titre d'exemple, nous retraçons dans le tableau ci-après une année de sa production (14 octobre 1886 - 27 octobre 1887) :
Chaudrons 691
Casseroles 54
Marmites 42
Chaudières 41
Bassinoires 40
Poêlons 31
Chauffe-lits 24
Seaux 20
Lessiveuses 9
Bains-marie 4
Calelh 4
Fontaines 3
Pots 2
Bassines à confitures 1
Couvercle casserole 1
Lèche-frite 1
Chaudron teinturier 1
Sur 969 objets en cuivre produits pendant l'année, 70 % sont des chaudrons. Même en tenant compte des fluctuations selon les années, le chaudron reste le produit dominant. On comprend pourquoi cet objet a donné son nom à la profession.
Toutefois, ces proportions ne sont pas applicables à l'ensemble de la profession. Les chaudronniers peuvent particulariser leur production : certains sont connus pour réaliser les pièces de gros format (chaudrons de teinturier, alambics...), d'autres pour la finesse ou la solidité de leur travail.
Outre sa production usuelle, en cuivre, Monsieur travaille aussi le fer : 2 poêles, 11,25m de tuyau de fumisterie, 2 pales de roue hydraulique pour moulin bladie.
Par ailleurs, il dépanne sa clientèle en fournissant des éléments bruts ou semi-ouvrés : 20 paires d'oreillons (attaches de l'anse du chaudron), 5kgs de rivets en cuivre. Il alimente aussi certains artisans : bouilleur de cru (un serpentin en cuivre), et industriels : fabricants de bouchons ou limonadiers (caisse en cuivre).
Son aire commerciale est régionale, à part quelques commandes de clients éloignés. Pour l'année considérée, il vend.
• dans le Tarn à Soréze, Massaguel, Soual, les Cammazes, Ferrières, Castres.
• dans l'Aude à Ouveillan, Bram, Limoux, Sallèles, Lastoux Cenne Monestiès, Peyriac, Trèbes, Montolieu, Carcassonne, Ste Colombe sur l'Hers.
• dans la Haute Garonne, à Toulouse, Revel.
• dans l'Ariège à Mirepoix.
• dans l'Hérault à Saint Pons, Puisserguier, Clermont l'Hérault, Pezenas.
• dans les Bouches du Rhône à Entressen.
Pour l'essentiel de cette liste, la vente s'effectue à des revendeurs. Il a, en outre, quelques commandes de particuliers des environs immédiats et quelques commandes de sous-traitance pour d'autres artisans de Durfort. Celles-ci portent principalement sur des pièces de grande dimensions, que son atelier lui permet de réaliser : fourneau ou lessiveuse, marmite de bain-marie de 20,4 kgs, cuvier de 30,5 kgs, conche ou grosse fontaine de 282 litres, chaudron de teinturier de 130 litres, marmite de 50 kgs.
Dans le premier quart du XX° siècle, ce même chaudronnier annonce un aussi large éventail de production.
